アルミニウム及び鋼用焼入れ・焼戻しプラント
Nabertherm は、焼入れ・焼戻し向けのさまざまなプランとコンセプトを提供します。Nabertherm のプラントはモジュラー構造なので、プロセス要件やチャージの寸法に合わせて最適に調整できます。プラントは、手動装入から全自動プロセスフローまでさまざまな設計が可能です。

アルミニウム及び鋼用焼入れ・焼戻しプラント




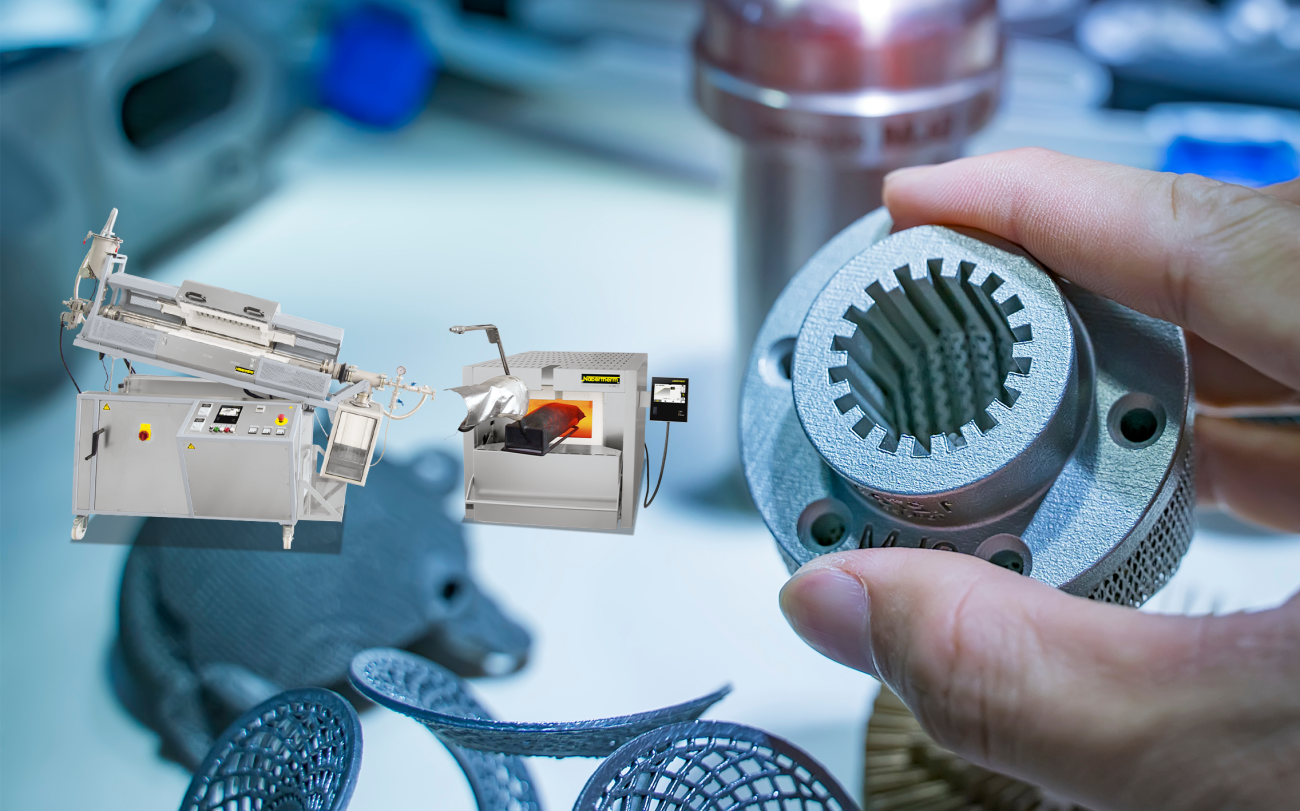
焼入れ・焼戻しプラントは、アルミニウムの T6 熱処理(溶体化焼鈍、焼入れ、時効)などのプロセス、または、鉄鋼の硬化で使用できます。1 基または複数の炉を 1 基の 急冷槽または冷却ステーションと組み合わせて、焼入れ・焼戻しプロセスを手動、半自動、全自動で行うことができます。
プロセスデータ収集は、焼入れ・焼戻しプラントで大変重要です。炉室温度の簡単な記録から、プロセス時間、水槽の温度 、急冷媒体への搬送時間など、すべてのプロセスデータの自動収集までさまざまです。CQI-9、AMS2750F などの適用される自動車産業向け規格および航空機産業向け規格を考慮しています。移動技術は、焼入れ・焼戻しプラントのさまざまなコンセプトによって異なります。チャージの水平移動と垂直移動があります。駆動コンセプトを決める際には、移動時間や作業温度などの異なる要因を考慮します。さまざまな設計の自動焼入れ・焼戻しプラントがあります。標準モデルに加えて、複数の停止位置と炉室のあるカスタマイズされたプラントを完全自動化することもできます。
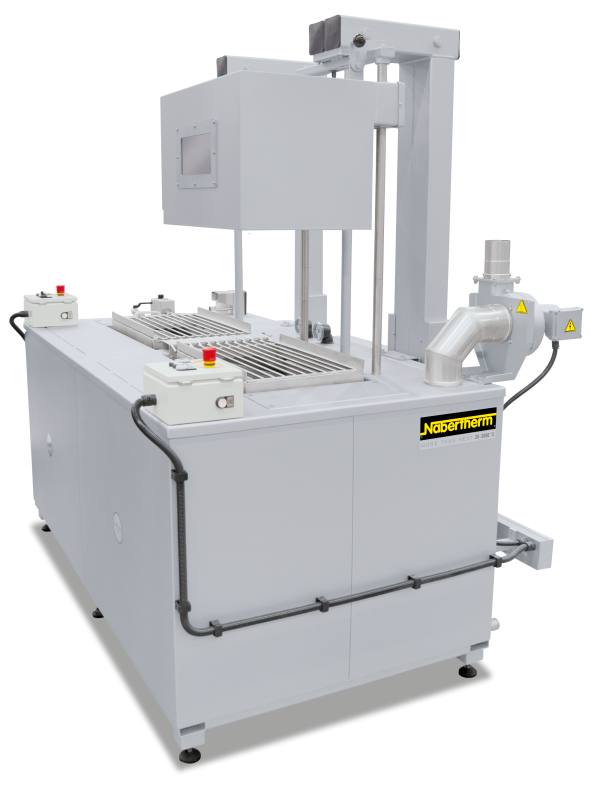
次は、水平システムと垂直システムのいくつかの基本的な違いについての説明です。水平焼入れ・焼戻しプラントでは、急冷槽はチャンバー炉の前にあります。チャージは、2 軸マニピュレーターによって水平に炉内に運ばれます。熱処理の後で取り出して急冷処理します。このプラントコンセプトの移動技術は、熱い炉室内に短時間しか入りません。最高 1300 °C までの温度が可能です。投下型シャフト炉では、急冷槽は炉室の下にあります。このプラントコンセプトは、最速の搬送時間を可能にします。特に、薄壁のコンポーネントに適しています。次のページで、このプラントコンセプトの詳細について説明します。















カタログ
熱処理および空気中での用途向けの炉とプラントの幅広い製品群の包括的な概要については、カタログ「サーマルプロセス技術 1,空気中でのプロセス向けの炉と熱処理プラント」をご覧ください。